
中国航空发动机集团简介、直属单位与主营业务
2022年04年24日
中航西飞 2021-12-01
大型复杂薄壁结构的多柔性匹配切削制造技术及应用是一种应用于新一代航空高精尖制造的加工方法。
它在全球数控加工领域首次提出并实现预应力可调多面燕尾槽装夹方法。
它提出的切削参数优化方法,解决了五轴加工中大型复杂薄壁结构三万转高速铣削颤振与效率低问题。
首次提出开设环形应力释放槽,广泛应用于大型壁板、框、梁等零件加工中,形成一整套大型复杂薄壁结构零件的数控编程技术标准。
近期,中航西飞数控加工厂科研团队持续在“大型复杂薄壁结构的多柔性匹配切削制造技术及应用”项目上攻坚克难,取得了多项突破性进展。该技术获得2020年国家技术发明奖二等奖,成为实至名归的新一代航空高精尖制造的“左膀右臂”。
应用此技术,制造精度成倍提高,零件合格率高达100%,极大提高了我国大飞机生产的年产量。这些成果不仅应用于C919、AG600飞机,还应用于“新舟”700、波音737-700、737MAX等飞机零件的数控加工。该技术成果的问世,有力提升了我国大型飞机的研制水平,我国航空制造业的机型和产量将会逐步提升,带来更加可观的经济效益。
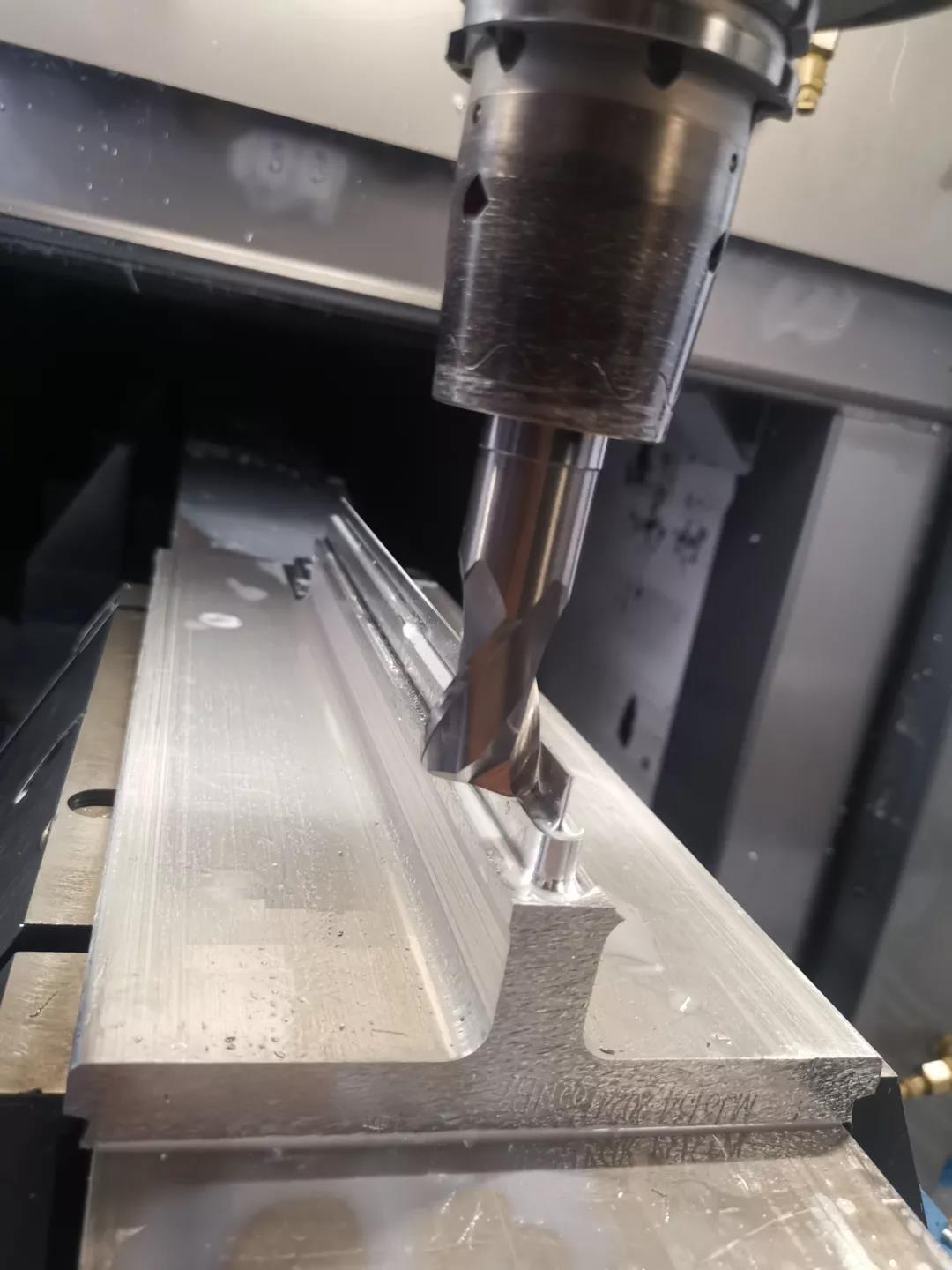
长桁燕尾槽装夹
航空制造业迈向尖端制造的里程碑
作为飞机机体骨架重要组成部分的航空结构件,它的高精尖生产制造一直都是飞机研制的一个难题。其中,大型复杂薄壁结构制造技术是大型飞机研制生产的关键技术。
当前,大型复杂薄壁零件的高精尖生产制造技术在国内较为薄弱:零件外廓尺寸大、装夹困难效率低、零件结构更复杂、加工精度更严格、零件变形更难控……个个都是难啃的“硬骨头”。
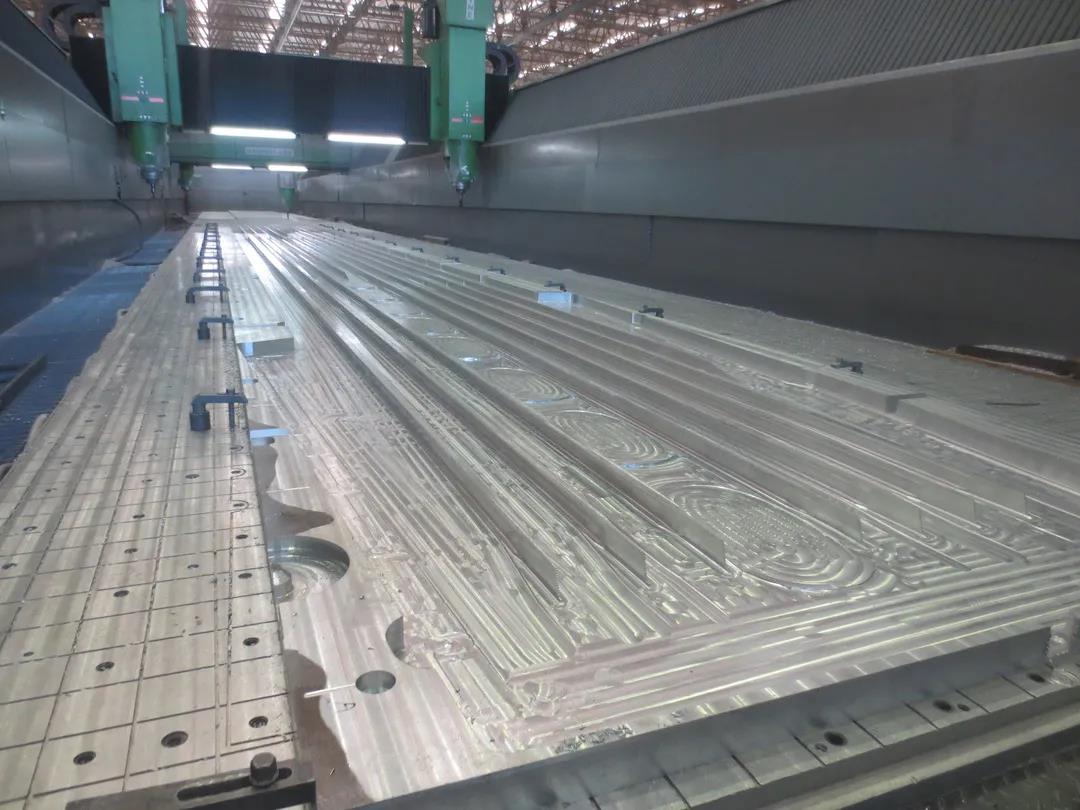
大壁板应力槽的应用
国内外大飞机长桁零件的加工,离不开工装。之前,长桁类零件通常采用专用型材加工,截面种类繁多,大多仅为单件,不同截面的长桁需要申请不同的工装。制造成本高不说,装夹非常耗时费力。如何高质量、高效率、低成本地完成大型飞机机翼长桁类零件的数控加工成为必须攻克的难题。
中航西飞数控加工厂技术带头人郑小伟带领青年骨干,利用零件自身结构特点,简化工装夹具,在国内外数控领域首次提出并实现了预应力可调多面燕尾槽装夹方法,成功申请了机翼长桁夹具数控加工嵌入式零件压紧方法和压紧装置的专利。实现了长桁零件的专业化数控加工,可加工多种截面的直长桁、折弯长桁、非展开的长桁及缘条类零件。目前,大型复杂长桁的加工技术已在ARJ21项目中央翼长桁、C919项目机翼长桁的研制生产中广泛应用。工装制造成本降低了90%以上,加工效率提高了56倍,很大程度上降低了工人的劳动强度。

燕尾槽装夹
项目研发团队下定决心举一反三,将该方法推广到其他类型的零件制造中。
他们投身于生产现场,调研当前其他类型零件装夹痛点,发明了多项专利,逐一实现了机身框、机翼加筋壁板、机翼肋等典型航空结构件预应力可调多点装夹及随形装夹,大大提升了我国飞机数字化制造水平,使中航西飞在大飞机加工技术方面走在了国际前列。
大型飞机的外翼,最大壁板将近20米长,宽大多在2米以上,而腹板最薄之处不到2毫米。数控加工厂研发团队所面对的,就是在这样又大又薄、刚性极差的壁板上进行数控加工,保证不颤振。这好比在纸上动刀,保证纸不破。
面对这样的难题,需要突破大型复杂薄壁零件颤振、质量难合格的技术瓶颈。
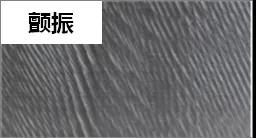

颤振与稳定加工表面对比
项目研发技术团队秉承“摸清切削颤振形成机理,弄清加工参数使用原理,才能把质量路线打通”理念,通过大量实验,采集、分析海量数据,提出了考虑工件刚性及机床特性时变的切削参数优化方法。此举彻底解决了大型复杂薄壁零件五轴铣削的颤振问题。
采用抑振增效新技术后,飞机的壁板、长桁、框、梁、肋、蒙皮、接头、滑轨8类零件的切削颤振都得到有效抑制,制造精度成倍提高,零件合格率高达100%,极大提高了生产效率。
小小应力槽,巧啃“硬骨头”
提到大型复杂薄壁零件的数控加工,不得不思考如何控制零件的变形。
对大飞机十几米整体壁板进行加工,极易产生不可控变形。用传统工艺方法:工序繁琐,成本急剧增加;自主创新是唯一出路。中航西飞项目研发技术团队以应力测量数据为依据,综合数值模拟、理论分析和试验验证,全面研究毛坯内应力和切削残余应力释放以及再分布对加工变形的影响。经过研究,项目研发技术团队针对性地提出了开设环形应力槽。这样可以有效地让应力得到提前释放,极大减少了零件的变形。通过优化工艺路径和装夹方案,实现了大型复杂薄壁零件的精确稳定性生产,保证了零件的高精度、长寿命等性能的要求。
就此形成了一项行业标准规范,对数控零件检测有了通用性的要求,形成了五项企业标准规范,涉及机加肋、壁板、机翼对接缘条、机翼梁、框等多类零件。这些标准的建立,直接推动了国内航空制造在大型结构件加工领域的变形控制研究及技术发展。
没有终点线,只有里程碑
奖项背后,是中航西飞数控加工厂大型复杂薄壁结构项目研制团队面对种种困难,永不退缩的强大精神。他们勠力同心,不断克服技术难关,实现了新一代航空大型复杂薄壁结构制造尺寸、精度和效率的技术突破与跨越发展。

团队调研
他们将无愧使命,勇毅前行,继续开创航空制造业创新发展新篇章,为“航空报国、航空强国”再立新功。

2022年04年24日

2022年04年20日

2023年03年18日

2019年10年05日
2024年05年23日

2024年05年17日

2023年01年06日
2023年05年23日

2023年02年14日

2024年01年24日



评论 (0)